























































Para las marcas en las que el fallo de la costura no es un resultado aceptable, vale la pena comprender con cierto detalle la diferencia entre esas dos situaciones.
El estándar de 27,12 MHz: por qué la soldadura por RF se calienta de manera diferente
La distinción principal entre la soldadura por RF y la unión térmica convencional no es solo la eficiencia, sino la dirección en la que el calor viaja a través del material.
Los métodos convencionales (barras calientes, placas calentadas, pistolas térmicas) aplican energía a la superficie del material y dependen de la conducción para llevar el interior a la temperatura de unión. Para películas delgadas esto funciona adecuadamente. Para los tejidos laminados de TPU gruesos y densos utilizados en equipos impermeables de primera calidad, esto crea un problema práctico: llevar la interfaz interior a la temperatura de fusión requiere suficiente tiempo de permanencia en la superficie como para correr el riesgo de quemar o deformar primero la capa exterior. La ventana entre "no suficiente" y "demasiado" se estrecha a medida que aumenta el espesor del material.
La soldadura por RF evita esto generando calor desde el interior del material en lugar de conducirlo hacia adentro. Los equipos de soldadura por RF profesionales funcionan a 27,12 MHz, la banda de radiofrecuencia ISM (industrial, científica y médica) asignada para esta clase de equipos industriales. A esta frecuencia, el campo electromagnético alterno hace que las moléculas polares dentro del TPU intenten realinearse con cada oscilación: aproximadamente 27 millones de veces por segundo. La fricción molecular que esto produce genera calor uniformemente en toda la zona de soldadura, en la interfaz donde debe ocurrir la fusión, sin depender de la conducción térmica de la superficie al interior.
Bajo presión neumática aplicada simultáneamente, el material en la interfaz de unión alcanza la temperatura de fusión y las capas se fusionan a nivel molecular. Una vez que se retira el campo y el material se enfría bajo presión sostenida, el límite original entre los dos paneles ya no existe estructuralmente: la zona de soldadura se ha convertido en una única pieza continua de material. En las pruebas de tracción destructivas, esta zona normalmente se mantiene más allá del punto de falla de la tela base circundante. Ese resultado es el punto de referencia práctico para una soldadura por RF ejecutada correctamente.
Soldadura de TPU de alta tenacidad 840D: un margen de error más estrecho
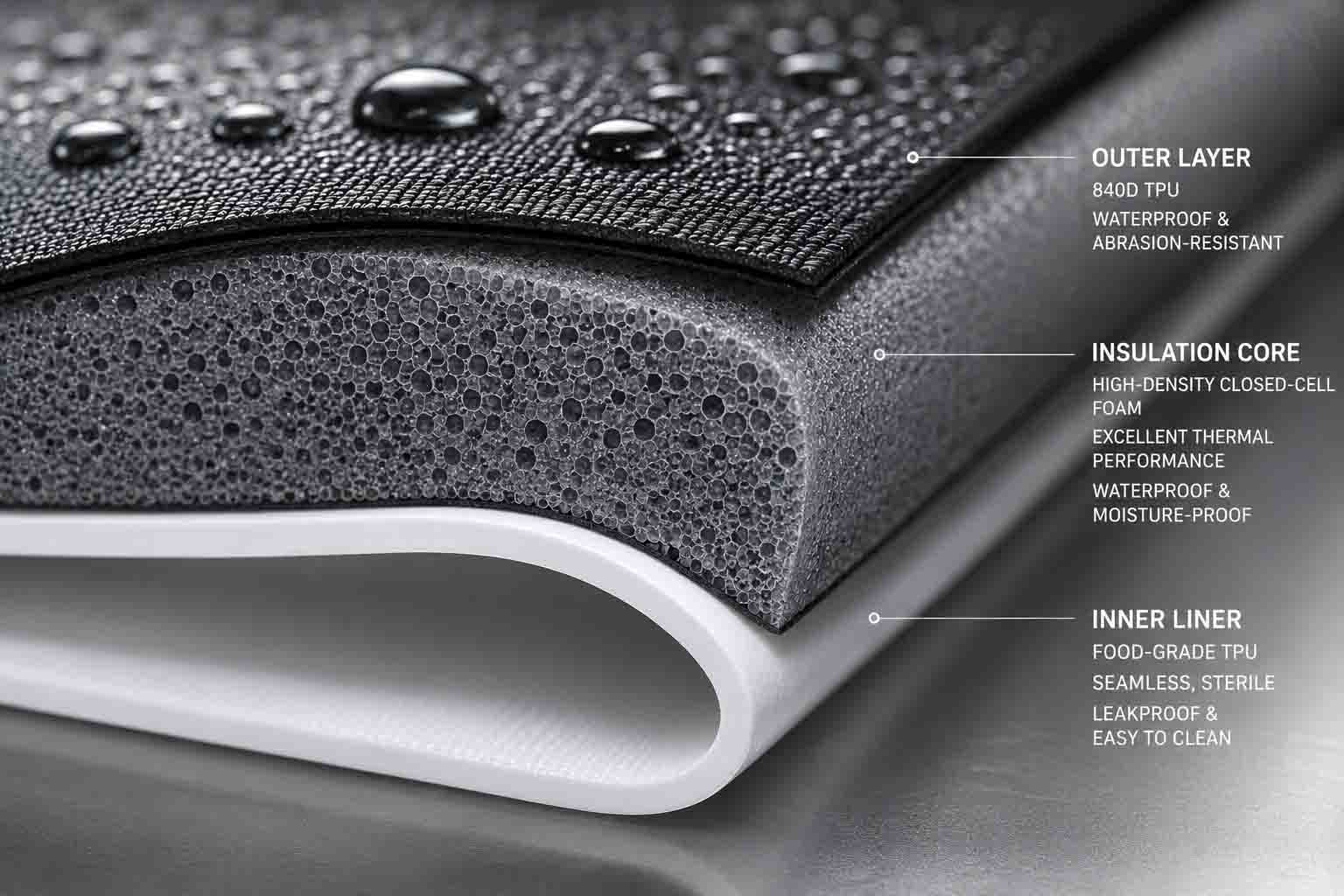
La soldadura por RF funciona en una variedad de termoplásticos compatibles: PVC, PET, EVA y varios tejidos recubiertos de PU. Para aplicaciones exteriores de alta resistencia que requieren resistencia sostenida a la abrasión e integridad estructural bajo carga, el TPU de alta tenacidad de 840 deniers es el material de referencia. También es el que impone más exigencias a la calibración de procesos.
Un denier más alto significa más masa de material en la zona de soldadura, lo que requiere más energía electromagnética para alcanzar la temperatura de fusión. La dificultad es que esto no significa simplemente aumentar la potencia. La ventana operativa, el rango entre energía insuficiente (fusión incompleta, soldadura propensa a fugas) y energía excesiva (material abrasador, barrera impermeable comprometida), se estrecha a medida que aumenta el peso de la tela. Una configuración de energía que funcione limpiamente en 420D TPU puede producir puntos fríos en 840D al mismo tiempo de ciclo, mientras que una configuración calibrada para 840D puede quemar materiales más delgados en el mismo producto.
Gestionar esto requiere una calibración específica del material. Cuando el TPU 840D ingresa a una línea de producción, ya sea la introducción de un nuevo producto o un nuevo lote de material del mismo proveedor, la salida de potencia de RF, la presión de la prensa y el tiempo del ciclo deben validarse con ese material específico: su denier, el peso del recubrimiento de TPU y su formulación. Estos parámetros pertenecen a un SOP documentado, verificado al inicio de cada ejecución de producción. Una instalación que aplica ajustes uniformes en todos los pesos de tela no realiza este trabajo, independientemente de cómo se describa la capacidad.
Tres variables de proceso que determinan la consistencia de la producción
Un prototipo que pasa las pruebas de presión establece que se puede lograr la soldadura correcta. La producción consistente requiere controlar las variables que determinan si es repetible en todo el volumen.
Precisión de herramientas de matriz
La matriz de soldadura (el electrodo con forma que entra en contacto con el material y define la geometría de la soldadura) se mecaniza en latón o aluminio según las dimensiones requeridas por el patrón de costura específico. La precisión dimensional en estas herramientas no es una preocupación secundaria. Una superficie desigual del troquel produce una distribución desigual de la presión en la zona de soldadura, lo que produce un calentamiento interno desigual: puntos fríos donde el material no alcanzó la temperatura de fusión completa y puntos calientes donde se sobrecalentó. Los puntos fríos se convierten en puntos de inicio de fugas. Los puntos calientes se convierten en áreas de adelgazamiento del material que comprometen la integridad de la costura a largo plazo.
El desgaste de la matriz tiene el mismo efecto sobre el volumen de producción. Las superficies de contacto que estaban dentro de la tolerancia al inicio de una campaña de producción van saliendo de la tolerancia gradualmente. Las operaciones de soldadura por RF responsables rastrean el estado de la matriz y reemplazan o recalibran las herramientas antes de que el desgaste afecte la calidad de la soldadura, no después de que las pruebas de control de calidad comiencen a mostrar tasas de falla elevadas.
Aplicación de presión: dos fases, dos funciones diferentes
La presión neumática en la soldadura por RF cumple funciones distintas durante la fase de soldadura activa y la fase de enfriamiento que sigue, y ambas son importantes.
Durante la fase de RF activa, la presión garantiza un contacto íntimo entre las capas de material en la interfaz de soldadura, lo que permite la mezcla molecular a medida que el TPU alcanza la temperatura de fusión. Durante la fase de enfriamiento después de que se elimina la energía de RF, la presión mantiene la zona fusionada en su posición mientras las cadenas de polímero se solidifican. Liberar la presión antes de que la zona de soldadura se haya enfriado lo suficiente permite que el material aún blando se deforme, lo que produce una unión más débil e inconsistencias dimensionales en los bordes de la zona de soldadura que se convierten en puntos de concentración de tensiones en uso.
La liberación prematura de presión es uno de los atajos de proceso más comunes en la soldadura por RF de alto volumen, donde la presión del tiempo del ciclo crea un incentivo operativo para pasar a la siguiente parte rápidamente. Las soldaduras resultantes a menudo pasan la inspección visual y las pruebas iniciales de baja presión, luego muestran tasas elevadas de falla bajo carga sostenida y ciclos de flexión repetidos en el campo.
Temporización del ciclo
Un ciclo completo de soldadura por RF se ejecuta en tres fases: preprensado (presión aplicada antes de la activación de RF, lo que permite que el material se asiente correctamente en el troquel), soldadura activa (energía de RF encendida, calentamiento molecular y fusión) y enfriamiento bajo presión (RF apagada, solidificación de la zona de soldadura). Cada fase tiene una duración óptima específica del espesor del material, el peso del recubrimiento y la geometría del troquel en uso.
Estos tiempos no se transfieren entre materiales. Un ciclo desarrollado para una especificación específica de TPU soldará insuficientemente telas más pesadas y correrá el riesgo de soldar demasiado material más liviano utilizado en otras partes del mismo producto. Cuando las especificaciones del material cambian entre series de producción (diferente denier, diferentes pesos de recubrimiento, diferentes lotes de proveedores), los parámetros del ciclo requieren una revalidación, no una suposición de continuidad.
Prueba de presión hidrostática de 1,0 bar: lo que realmente confirma
La inspección visual de la costura identifica defectos a nivel de superficie: marcas de quemaduras visibles, espacios obvios en la cobertura de la soldadura, distorsión dimensional importante. No identifica zonas interiores insuficientemente fusionadas, microhuecos en la interfaz de soldadura ni puntos fríos que se mantienen en condiciones ambientales pero se abren bajo carga. Para productos impermeables con cualquier reclamo de clasificación de presión, la inspección visual es un piso, no un techo.
La prueba de presión hidrostática de 1,0 bar es el estándar de validación para productos serios soldados por RF para exteriores. Una barra corresponde a la presión hidrostática de una columna de agua de 10 metros, significativamente más allá de las condiciones de inmersión que la mayoría de los productos para exteriores encontrarán en el uso en el campo, que es exactamente lo que la convierte en una prueba de calificación de producción significativa.

El procedimiento: los productos terminados se inflan a una presión interna de 1,0 bar y se sumergen en agua o se mantienen bajo presión durante un período definido. La condición de aprobación es cero emisión de microburbujas desde cualquier costura, zona de soldadura o punto de cierre. Una sola burbuja indica una vía de fuga que admitirá agua bajo uso en el campo independientemente de la escala. No hay ningún aprobado parcial aceptable en este nivel de prueba.
Lo que confirma la prueba va más allá de si una unidad específica mantiene presión en el momento de la prueba. Un producto que pasa 1,0 bar ha confirmado la fusión molecular completa en cada zona de soldadura, el contacto correcto del troquel en toda la geometría de la costura y un enfriamiento adecuado antes de liberar la presión. Las tasas de aprobación consistentes a lo largo de una serie de producción son evidencia de control del proceso, no de una variación de unidad individual que tuvo una tendencia positiva.
La frecuencia de las pruebas es tan importante como la gravedad de las mismas. Las pruebas por unidad en productos de costura críticos brindan una cobertura de producción completa y detectan fallas individuales antes de su envío. El muestreo por lotes proporciona confianza estadística a un costo menor pero permite que se produzcan fallas individuales. El protocolo apropiado depende del costo posterior de una falla de campo de una sola unidad; para productos donde una fuga genera un reclamo de garantía y una posible exposición de la marca, las pruebas por unidad son la posición racional.
Evaluación de la capacidad de soldadura por RF: las preguntas que distinguen la madurez del proceso
La prevención de fugas en productos impermeables soldados por RF es un resultado de ingeniería, no una afirmación de fabricación. Se conocen las variables del proceso, se establecen los métodos de control y se define bien el protocolo de prueba que valida el resultado. Un fabricante con capacidad genuina en esta área describirá su operación en esos términos específicos.
Las preguntas que vale la pena plantearse durante la evaluación de proveedores son concretas:
¿Cómo se documentan los ajustes de potencia de RF y los tiempos de ciclo según la especificación del material y qué desencadena la revalidación cuando cambian los lotes de material?
¿Cómo se controla el estado de la matriz y en qué umbral se reemplazan las herramientas?
¿Se realizan pruebas hidrostáticas por unidad o por muestreo por lotes y a qué presión?
¿Pueden proporcionar registros de pruebas de series de producción recientes de productos comparables?
Éstas no son preguntas difíciles para una instalación que realmente controla estas variables. Son preguntas muy difíciles para una instalación que utiliza equipos de soldadura por RF sin la disciplina del proceso detrás. Las respuestas te dicen en qué situación te encuentras.